服務熱線,營業執照
13827710288
服務熱線,營業執照
13827710288

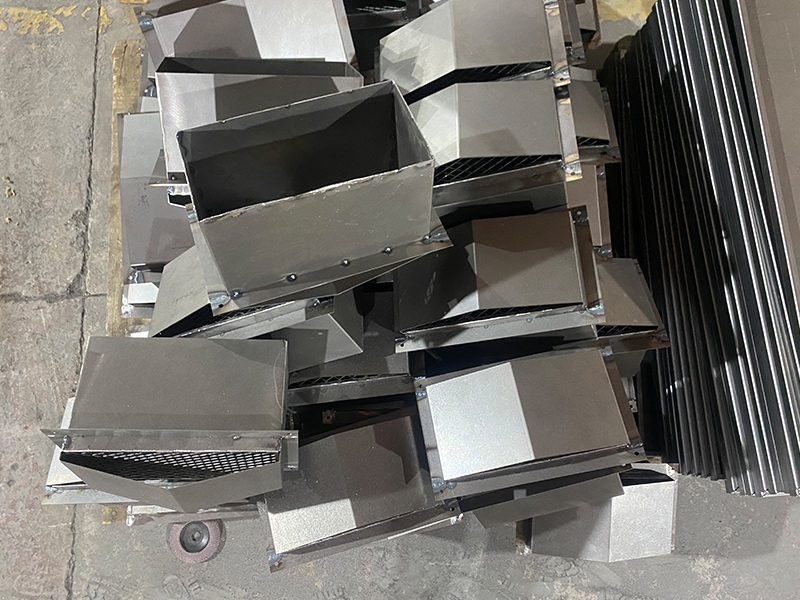
機械鈑金定製加工中的分工和操作需要明確規定。應根據開發圖紙和批量(liàng)大小選擇不(bú)同的下料方法。不鏽鋼鈑金的(de)加工方法有激光、數控衝孔、剪切、模具成型等。本文主要介紹不鏽鋼鈑金加工(gōng)的步驟,主要分為以下(xià)幾點:
選擇消隱。完成後,進入下一個過程(chéng)。不同的工件根據加工要求進入(rù)相應的工序。
在完(wán)成折彎、鉚接等工序後,鈑(bǎn)金工件需要進行表麵處理。不同板材的表麵處理方法各不相同。冷板加工後,一般要進行(háng)表麵電鍍。電鍍後不進行噴塗處理;采(cǎi)用磷化處理。磷化處理後,進行噴塗處理。電鍍板表麵清洗,脫脂,然後噴塗。
噴塗後(hòu),組裝過程開(kāi)始。裝配前,應將原來用於噴塗(tú)的保護貼紙去除,以確保沒有油漆或粉末(mò)灑入零件的內部螺紋孔中(zhōng)。在(zài)整個過程中,應戴上手(shǒu)套(tào),防止手上的灰塵附著在工件(jiàn)上。有些工件應吹幹淨。組(zǔ)裝完成後,進入包(bāo)裝階段。檢查後,將工件放入專用包裝袋中進行保護。對於一些沒有專用包裝的工件,采用氣泡膜等進行包裝。在(zài)包(bāo)裝前,應將氣泡膜切割到能覆蓋工件(jiàn)的尺寸,避免包裝(zhuāng)時切割,可能影響加工速度(dù)。對於大(dà)量(liàng)的(de)不鏽(xiù)鋼,我(wǒ)們可以定(dìng)製特殊的紙箱或氣泡袋,橡(xiàng)膠墊,托盤,木箱等。包裝後放入紙板箱中,然後在紙板箱上貼上相應的成品或半成品標簽。
不鏽鋼鈑金加工件的(de)質量不僅在生產過程中(zhōng)有嚴(yán)格的要求,而且需要在生產過程中獨立進行檢驗。一(yī)是嚴格按照圖紙控製尺寸(cùn),二是嚴格(gé)控製外觀質量(liàng)。這樣(yàng),在不鏽鋼鈑金加工過程中,開發圖中的錯誤,製造過程中的(de)不良習慣,以及製造過程中的錯誤都可(kě)以被(bèi)識別出來。
彎曲時,首先要根據圖紙上的尺寸和材料厚度確定彎曲所(suǒ)用的刀具和刀槽。避免產品與刀具碰撞造成的變形是(shì)選擇上模的關鍵(在同一產品中,可以使用不同型號的上模)。下模的選擇是根據板材的厚度來確定的。
鉚接(jiē)時,應考(kǎo)慮到螺(luó)柱(zhù)的(de)高度,選擇相同但不同(tóng)的模具,然後(hòu)調整壓力機的壓力,以確保螺柱與工(gōng)件表麵齊平,避免螺柱壓不牢或壓出工件表麵以外,從(cóng)而可能造成工件報廢。焊接方式有氬弧焊、點焊、CO2保護焊、手工電弧焊(hàn)等。當涉及到點焊時,首先要(yào)考慮被焊工件的位置。在大批量生產不鏽鋼鈑金時,應製作定位夾具(jù),以保證點焊位置的精度。
為了確保焊接牢固,在待焊工件上做凸(tū)點。這使得凸點在(zài)進行電焊之前與板均勻接觸,確保每個點的加熱一致。同時,還可(kě)以確(què)定焊接位置。同樣,焊接前應(yīng)適當調整預壓時間、保溫(wēn)時間、維護時間、休息時間(jiān),以保證工件點焊牢固。
鈑金件表麵預(yù)處理後(hòu),進入噴塗工藝。當工件(jiàn)裝配後需要噴塗時,需要保護齒或一些導電孔。對於(yú)齒孔,可以插入軟橡膠棒或螺釘。對於需要(yào)導電(diàn)保護的,應使用高溫膠帶。大批量時,應製(zhì)作定位夾具進行定位和保護,使噴塗不會到(dào)達(dá)工件內部。工(gōng)件外表麵可(kě)見的螺母(mǔ)(法蘭)孔應(yīng)用螺釘保(bǎo)護,以防止在螺母處需要重新穿線
")
手機:13827710288 郵箱:1375332758@qq.com
網址(zhǐ):www.ybfxb.com
地址:佛山市南海區獅山鎮大圃橫崗工業區橫(héng)興路自編43號
| |
| 手機(jī)站 | 微信 |